How to assess the health of steam traps
An effective steam trap management program entails the following:
Creation of a steam trap database
Compiling a comprehensive database of all the steam traps in the plant is the first step towards establishing an effective steam trap management program.
A database provides a systematic approach to map details pertaining to each steam trap. For example, details like steam pressure and application can help in defining the criticality of each trap. High pressure steam traps and steam traps installed on process applications can be classified as highly critical, due to their impact on energy consumption and the process. This aids in prioritising actions in terms of more frequent assessment, proactive maintenance, and quicker allocation of resources for repair and replacement and provision of spares.
The database also serves as a repository for historical data, encompassing maintenance and repair records, performance metrics, and past issues. An assessment of this data can provide trends of repeated failures. This can throw up the need to carry out a root cause analysis for traps where failures are frequent. It can help to determine make-wise steam trap performance analysis providing a basis for future procurement.
It can enables data-driven decisions to optimise maintenance (repair, replacement, upgradation, inventory and spares management). In summary, the database enables effective tracking, analysis and decision-making, contributing to energy efficiency, cost savings, and system reliability.
The following key parameters should be a part of the steam trap database
- Trap tag number / unique identification number
- Trap location (Block/Area; Equipment)
- Application (Mainline, Process, Tracing)
- Type of trap
- Size of trap
- Differential pressure (AP)
- End connection
- Orifice size
- Make of trap
- Criticality
- Working Status
- Steam loss
- Operating hours
- Recommended action
- Last attended (repaired, replaced, maintained)
- Upstream, downstream and bypass valve status
Baseline Assessment
A baseline assessment should be carried out covering the entire existing steam trap population in the plant. It is important that the baseline assessment is ascomprehensive as possible and goes beyond just mapping the working status of each steam trap.
Ideally the baseline assessment should capture the following key aspects
a. The working status of each steam trap and the quantum of steam loss
b. Health of the isolation and bypass valves
c. The appropriateness of the selection and sizing of each steam trap
d. Ease of accessibility of each steam trap location
e. Correctness of installation of each steam trap
f. Hook-up or design related aspects that need to be addressed
The health of the steam traps can be assessed using a number of different methods
Visual inspection
Visual inspection is a good starting point that can be used to identify non-operational steam traps. However visual inspection is only reliable / suitable to assess the health of steam traps that are discharging to the atmosphere and where leakage can be easily discerned.
Temperature based assessments
Temperature can also be used to assess the health of the steam trap, and can be considered alongside other diagnostic methods for a more comprehensive evaluation.
Measuring the upstream and downstream temperature of the steam trap using a temperature gun or taking a thermographic image of the trap can provide an indication of the health of the steam trap.
Temperature based assessment can effectively enable plant personnel to detect plugged / blocked / waterlogged traps.

Using thermography to check the working status of steam traps
Ultrasonic assessment

Using ultrasonic methods to check the working status of the steam traps
Condensate and steam flowing through the trap emits sound and vibrations as does the opening / closing of the trap valve/ disc mechanism. These sounds or vibrations are at frequencies above the audible limit of human hearing, termed ultrasound.
An ultrasonic leak detector can be used to detect the flow of steam or condensate through a steam trap. The leak detector uses a probe which converts the noise and vibration into an electrical signal which is then amplified, filtered and translated into a signal in the audible range, enabling an operator to assess the health of the steam trap. The probe should be placed at the discharge orifice of the steam trap.
A correctly functioning steam trap will open and close regularly. Characteristic ultrasound signals will occur during the entire cycle of operation of the steam trap, for example, opening and closing of the disc/ valve and discharging of condensate. Each of these can be heard as unique sounds, enabling diagnosis.

Using a combination of ultrasonic and thermographic methods to check the working status of steam traps
When the trap is closed the signal is weak whereas when the trap is open the signal is strong.
While the ultrasonic leak detector offers the benefits of accuracy of detection it also comes with the challenges of training plant personnel to distinguish, between the sounds emitted by a working or a failed steam trap.
It is advisable to use ultrasonic testing in conjunction with other diagnostic methods i.e. temperature measurements for a more comprehensive evaluation.
Conductivity based assessment:
Conductivity based assessment relies on the fact that condensate is a good conductor of electricity whereas steam is a poor conductor. This change in electrical conductivity in the presence of steam or condensate can indicate if the trap is operating normally or has failed. A combination of temperature based and conductivity based assessment of the trap can provide the most accurate assessment of the health of the trap.
Conductivity based assessment allows for real time continuous monitoring of the steam trap health. However, it necessitates a special provision within the steam trap for installation of the conductivity sensor.
Technologically advanced steam traps come with a built in sensor port facilitating quick and easy installation of the trap monitoring system.
The Trap Monitoring System (TMS) measures the conductivity of the medium inside the trap, as well as its temperature. An electronic unit interprets the value inputs of conductivity and temperature and accurately assesses the health of the steam trap. The TMS provides a localised visual indication of the status of the trap and can also be digitally enabled to facilitate remote monitoring.
Typically in process applications, a failed steam trap can reduce productivity, lead to product rejections/reworks and increase energy consumption. With a real time indication of the trap health, plant operations and maintenance teams can take immediate corrective actions preventing losses.
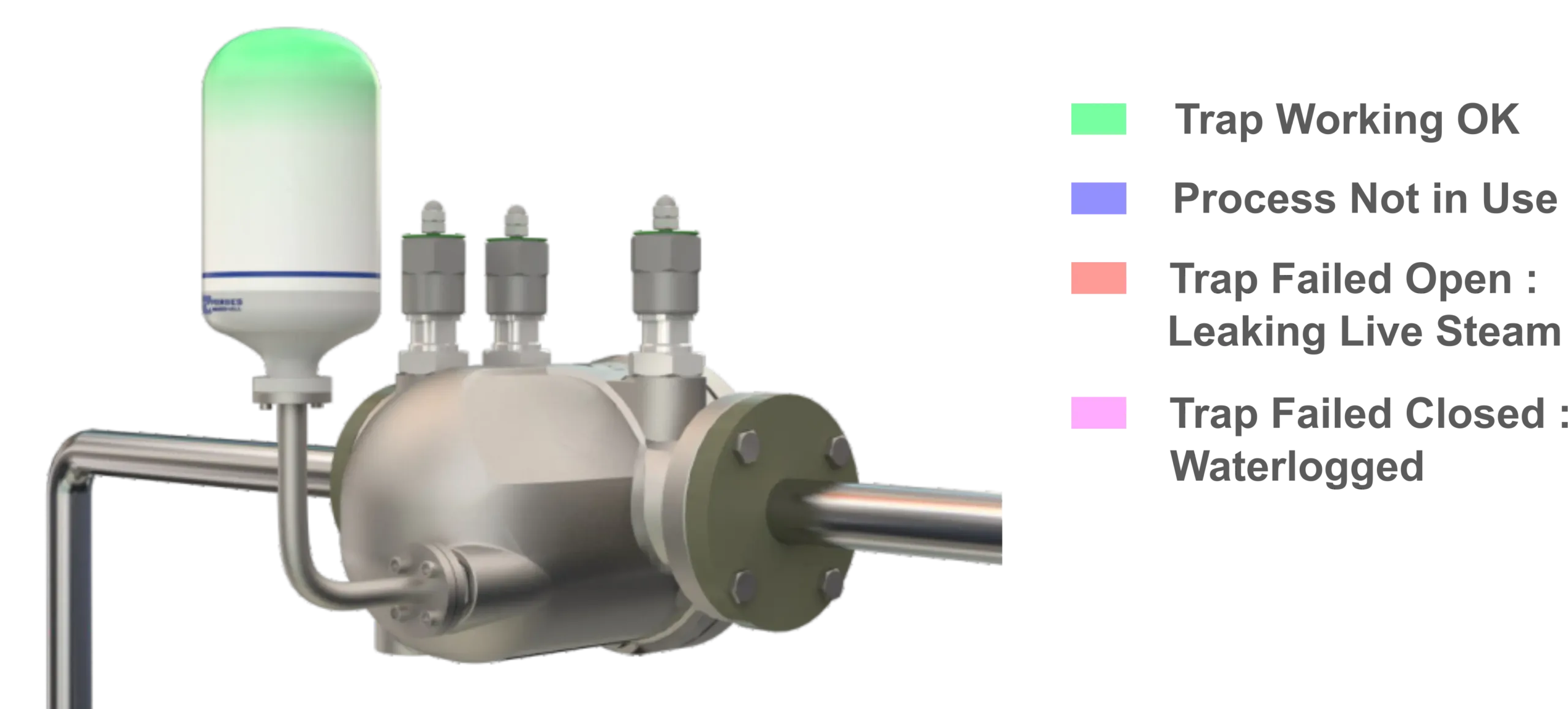
TMS on a steam trap for continuous online monitoring of steam trap health